Comparison Report: Docol R8 vs 4130 Chrome Moly
In 2010, our partner ME Racing Service AB, sanctioned SSAB AB to perform practical testing in the form of tensile testing, testing of T-joints and Three Point Bending for both Docol and 4130 Chrome Moly tubes. This is one of the very first tests to be done comparing Docol and 4130.
It is to be noted that the Docol had a thinner wall and smaller outside diameter (OD) than the 4130 tested. The Docol Tube R8 tested had a OD of 40 mm or 1.57" and a wall thickness of 2.00 mm or 0.079". The 4130 had a nominal OD of 1.625" (41.27 mm) and a nominal wall thickness of 0.083" (2.11 mm)
Practical testing of Chro Moly 4130 tubes and Docol 800 DP-tubes
KNOWLEDGE SERVICE CENTER

Summary
ME-Racing is investing the possibilities to use tubes made from Docol 800 DP instead 4130 Chrome Moly tubes in the chassis of one prototype Pro Mod car.
SSAB has carried out tensile testing, testing of T-joints and Three Point Bending for both Docol and CrMo-tubes.
The conclusions to be drawn are:
- The mechanical properties of the Docol 800 DP-tubes are very similar to the 4130 Chrome Moly tubes. The Docol tubes have slightly lower yield strength but higher tensile strength. The elongation values of the Docol- tubes are better than in the 4130 Chrom Moly tubes.
- The Docol-tubes showed a better behavior at fracture compared to the CrMo-tubes.
- The results from the tests of the welded T-Joints were quite similar even though the thickness and the diameter of the Docol tubes were smaller.
- In the Three Point Bending the relatively small difference in dimensions of the tubes were significantly influencing the results. The Docol-tubes showed a lower initial stiffness compared to the CrMo-tubes and hence a lower maximum load and energy absorption. Identical dimensions would however most probably result in equivalent performance at Three Point Bending.
- The CrMo-tube with the locally reduced thickness positioned at three o´clock showed reduced performance at Three Point Bending.
1. Introduction
ME-Racing is investing the possibilities to use tubes made from Docol 800 DP instead 4130 Chrome Moly tubes in the chassis of one prototype Pro Mod car.
In order to find out if this is possible SSAB has made a number of tests to compare the differences in the behavior in the two different materials. The tests were performed in three different ways to find out the behavior and the parameters of the different tubes.
To be able to compare the two different types of tubes we chose to pick as equal dimensions as possible, see the table below:
| Material | Outer Dia. | Wall thickness |
|---|---|---|
| 4130 Chrome Moly | 41,27 mm (1 5/8") | 2,11 mm (0.083") |
| Docol 800 DP | 40,00 mm | 2,0 mm |
Since the dimensions are slightly different this will be an advantage for the Chrome Moly tubing in this stage since they have bigger diameter as well as greater wall thickness.
The tests performed were:
- Tensile testing
- Tensile testing of welded T-Joints
- 3 point bending
2. Tensile Testing
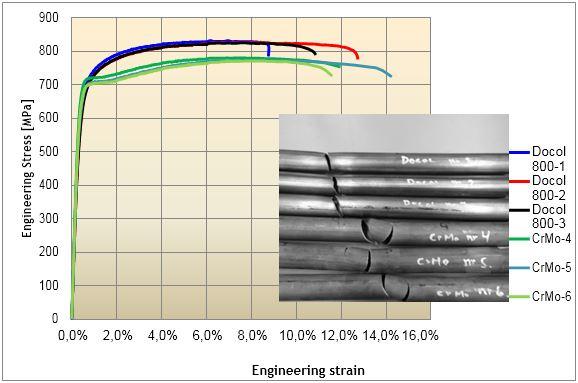
The tensile testing of the tubes showed a completely different behavior on the two different types of tubes. The Chrome Moly tubes burst in a spiral pattern see figure 1. In order to get accurate elongation values manual evaluation was carried out on the 4130 tubes. The Docol 800 DP tubes showed global necking prior to fracture indicating a more ductile behavior, see figure 1.
The mechanical properties of both types of tubes are found in figure 2.
| Test nr | Test Direct. | Area mm² | Rp0,2 N/mm2 | Rm N/mm2 | A5 % | A50mm N/mm2 | A80mm % | Remark |
|---|---|---|---|---|---|---|---|---|
| 1 | 234,63 | 668 | 832 | 19 | 26 | 20 | Docol 800 DP | |
| 2 | 236,68 | 661 | 826 | 20 | 26 | 21 | " | |
| 3 | 236,12 | 660 | 824 | 17 | 22 | 18 | " | |
| 4 | 267,28 | 703 | 780 | 11 | 14 | 12 | 4130 CrMo | |
| 5 | 261,78 | 673 | 773 | " | ||||
| 6 | 261,50 | 681 | 771 | " |
3. Tensile Testing of T-Joints
In this test two tubes were tig welded together in a T-Joint. The free ends were 500 mm long in all directions. The tensile load was applied in 45 degrees on the short tube welded to the longer one, see figure 3.
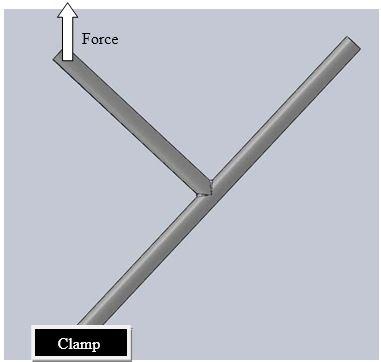
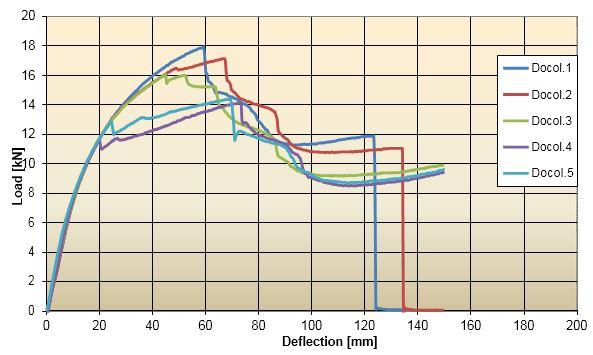
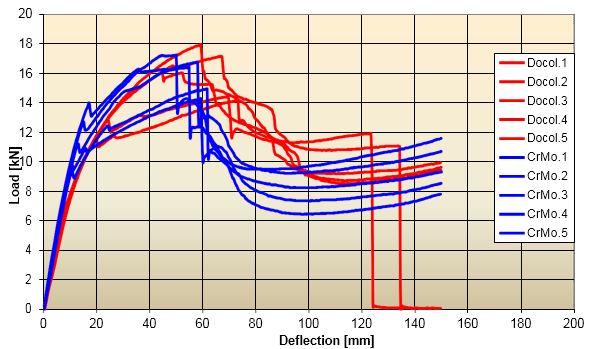
As can be seen in figure 4-6 the performance of the two different types of tubes are equivalent when it comes to static strength of the T-joint, although the dimensions of the CrMo-tubes are greater than the Docol 800DP-tubes.
4. Three Point Bending Tests
In three point bending the difference in diameter and the thickness have a rather big influence of the result. Since the 4130 CrMo tubes have both bigger diameter and greater wall thickness this will be an advantage for these tubes.
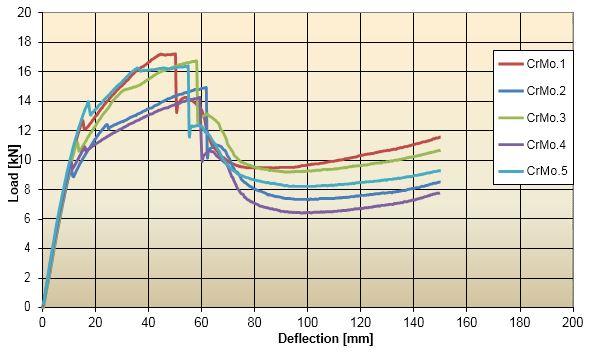
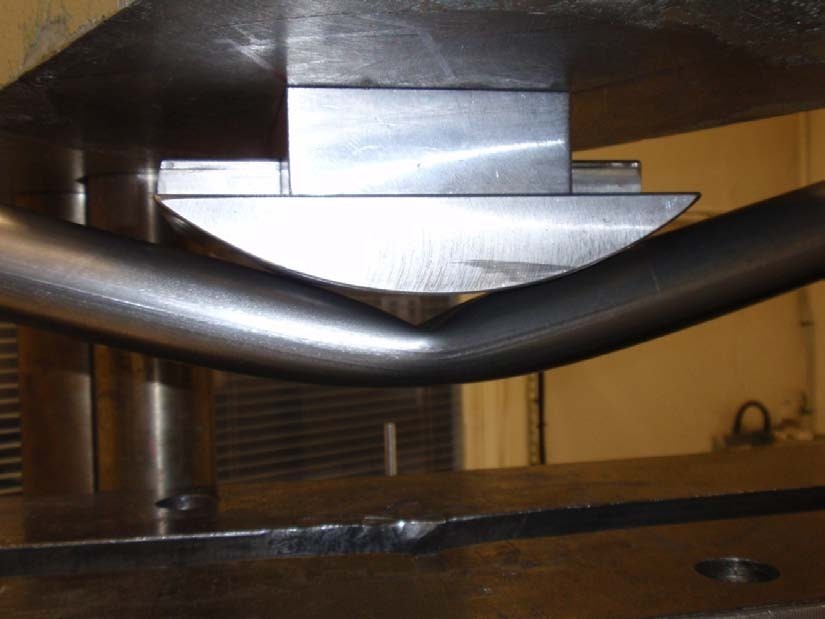
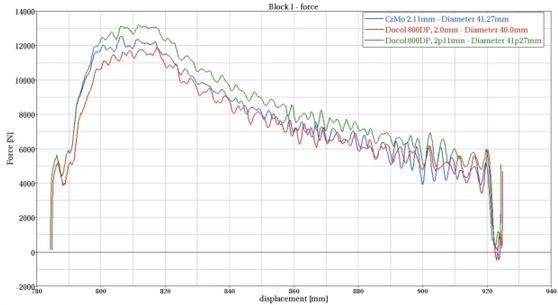
The set up in the Bending Machine was 800 mm between the supports and the Tool Radius was 150 mm, see figure 7.
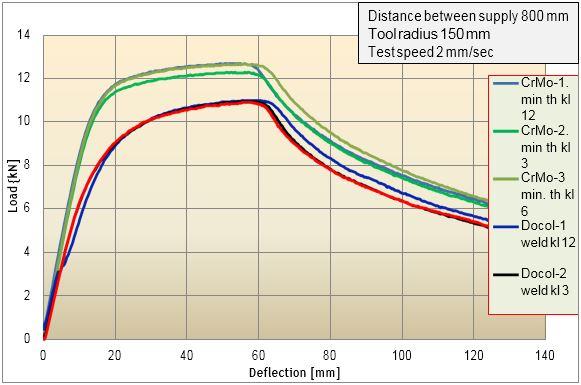
The results are found in figure 8. As can be seen there is a significant difference already in the initial stage. The smaller Docol 800DP-tubes show a lower stiffness (only depending on the geometry of the cross-section and the Youngs modulus) compared to the CrMo-tubes. In case of identical dimensions of the tubes and hence equivalent initial stiffness the performance (peak load and energy) most probably all tubes would have about equivalent performance.
The welds on the Docol tubes were placed in 0, 90 and 180° to the applied force in order to investigate how the weld could affect the bending resistance.
In the tests performed on the 4130 CrMo tubes the wall thickness was measured on several places and since the thickness was found uneven, we placed the thinnest part of the tube just as we did with the weld on the Docol tubes.
As can be seen in figure 6, the biggest influence in the results were when we put the thinnest wall thickness at 90 degrees from the applied load (kl 3 in figure 8) on the CrMo tube.
Additional simulations have been performed by SSAB in order to show the influence of wall thickness and diameter (see Figure 9). If the conditions are same for Docol as well as for CrMo the tubes made of Docol 800DP performs slightly better than CrMo due to the higher tensile strength. (See Figure 1)
5. Conclusions
- The mechanical properties of the Docol 800 DP-tubes are very similar to the 4130 Chome Moly tubes. The Docol tubes have slightly lower yield strength but higher tensile strength. The elongation values of the Docol- tubes are better than in the 4130 Chrom Moly tubes.
- The Docol-tubes showed a better behavior at fracture compared to the CrMo-tubes.
- The results from the tests of the welded T-Joints were quite similar even though the thickness and the diameter of the Docol tubes were smaller.
- In the Three Point Bending the relatively small difference in dimensions of the tubes were significantly influencing the results. The Docol-tubes showed a lower initial stiffness compared to the CrMo-tubes and hence a lower maximum load and energy absorption. Identical dimensions would however most probably result in equivalent performance at Three Point Bending.
- The CrMo-tube with the locally reduced thickness positioned at three o´clock showed reduced performance at Three Point Bending.